
§ 13. БАРАБАНЫ КОТЛА
Цилиндрическая часть котла является непосредственным / продолжением топки и состоит из нескольких склепанных или сваренных между собой барабанов. В. цилиндрической части размещают дымогарные и жаровые трубы; на одном из барабанов установлен сухопарник; в передней части расположена передняя трубная решетка (см. рис. 9).
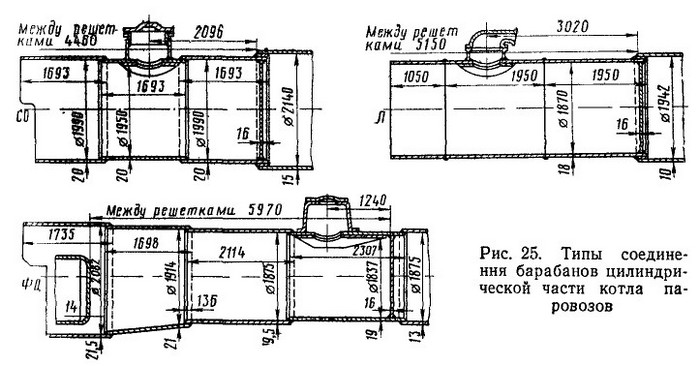 Существует несколько типов соединения барабанов цилиндрической части котла (рис. 25):
Существует несколько типов соединения барабанов цилиндрической части котла (рис. 25):
а) ступенчатый, принятый в котлах паровозов Су и СО. В данном случае диаметр среднего барабана меньше диаметров двух крайних. На паровозах серии Су четвертого и частично третьего выпусков цилиндрическая часть состоит только из двух барабанов;
б) телескопический, при котором барабаны последовательно вставлены один в другой. Такой тип соединения имеют котлы паровозов Э, Еи ФД. При этом типе соединения наименьший диаметр имеет первый от дымовой камеры барабан;
в) сварной — применен на паровозах последней постройки (паровозы Л, Л В, П36).
Недостатком соединения телескопического типа является уменьшение диаметра цилиндрической части к дымовой камере, что в ряде случаев затрудняет размещение труб в передней трубной решетке. Но при телескопическом соединении вследствие имеющегося уклона создаются благоприятные условия для стока воды и шлама при очистке и промывке котла.
У паровозов ФД третий барабан цилиндрической части котла выполнен полуконическим, а четвертый имеет увеличенный диаметр (140 мм) для создания достаточных водяных промежутков у камеры догорания (см. рис. 13).
Материалом для барабанов служит котельная сталь марки 20К. Толщину листов барабанов определяют расчетом в зависимости от котлового давления и диаметра цилиндрической части. Количество барабанов зависит от длцны цилиндрической части, а также обусловливается размером котельных листов, поставляемых промышленностью.
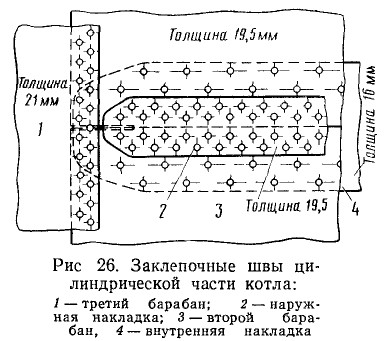 При соединении барабанов при помощи заклепок продольные швы выполняют встык трех- или четырехрядными с внутренней и наружной накладками (рис. 26) и располагают в верхней части котла, т. е. в паровом пространстве. Это в известной степени предохраняет швы от отложения накипи и разъедания вредными примесями, находящимися в воде. Кроме того, продольные швы располагают со смещением по окружности, что облегчает соединение барабанов и повышает прочность конструкции. Поперечные заклепочные швы делают внахлестку двух- или трехрядными.
При соединении барабанов при помощи заклепок продольные швы выполняют встык трех- или четырехрядными с внутренней и наружной накладками (рис. 26) и располагают в верхней части котла, т. е. в паровом пространстве. Это в известной степени предохраняет швы от отложения накипи и разъедания вредными примесями, находящимися в воде. Кроме того, продольные швы располагают со смещением по окружности, что облегчает соединение барабанов и повышает прочность конструкции. Поперечные заклепочные швы делают внахлестку двух- или трехрядными.
В настоящее время продольные и поперечные швы цилиндрической части котла выполняют сварными. Еще в 1938 г. Ворошиловградский паровозостроительный завод начал выпускать паровозы ФД с цельносварными котлами. Применение на паровозе ФД цельносварного котла вместо клепаного дало возможность снизить его вес на 2—2,5 т. Паровозы ЛВ и П36 имеют только цельносварные котлы.
Как продольные, так и поперечные швы барабанов выполнены сваркой встык. Угол разделки шва может быть различным в зависимости от применяемого способа сварки — ручной или автоматической.
После сварки швы подвергают тщательному контролю — осмотру и просвечиванию рентгеновским аппаратом. Кроме того, окончательно собранный котел подвергают гидравлическому испытанию.
Для удобства сборки котла соединение цилиндрической части с кожухом топки, в том числе и на цельносварных котлах, производили двух- или трехрядным так называемым монтажным заклепочным швом внахлестку. Однако при постройке котлов паровозов ЛВ и П36 от этого заклепочного шва отказались и сделали его сварным.
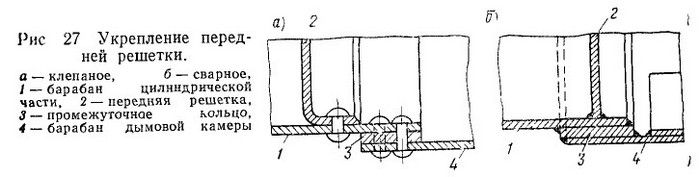 На старых паровозах переднюю решетку штамповали отбортовкой и приклепывали к барабану однорядным швом (рис. 27,а). Борт решетки для удобства сборки и возможности осмотра и ремонта обращен в сторону дымовой камеры.
На старых паровозах переднюю решетку штамповали отбортовкой и приклепывали к барабану однорядным швом (рис. 27,а). Борт решетки для удобства сборки и возможности осмотра и ремонта обращен в сторону дымовой камеры.
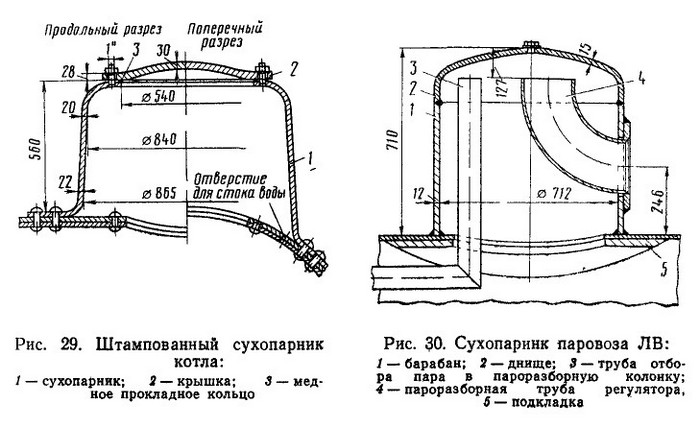 Сухопарник нижним фланцем приклепан к барабану двухрядным заклепочным швом. Для укрепления места вырезки отверстия и установки сухопарника с внутренней стороны барабана приклепана усиливающая подкладка.
Сухопарник нижним фланцем приклепан к барабану двухрядным заклепочным швом. Для укрепления места вырезки отверстия и установки сухопарника с внутренней стороны барабана приклепана усиливающая подкладка.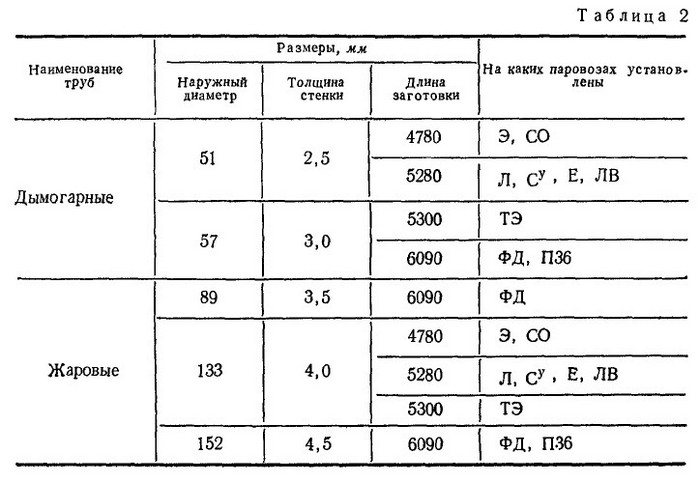 Установка труб в решетках котла паровоза показана на рис. 31 и 32.
Установка труб в решетках котла паровоза показана на рис. 31 и 32.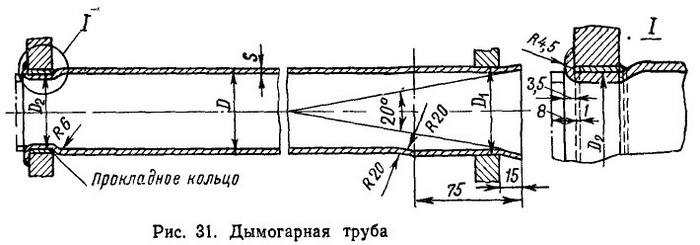
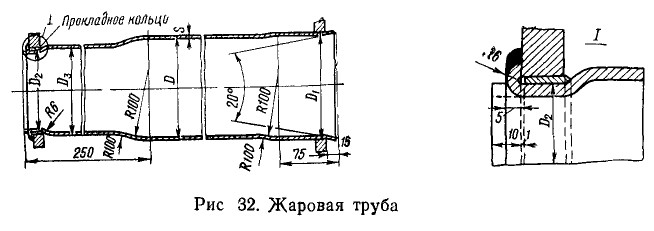
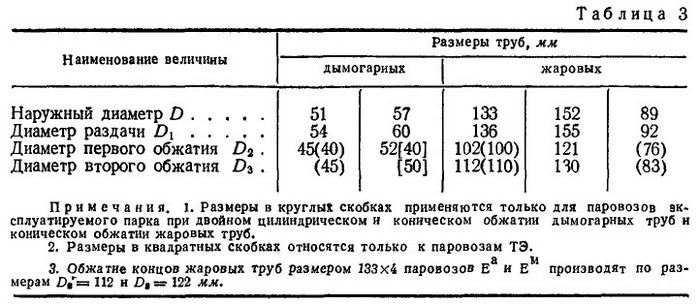 В задней решетке дымогарные и жаровые трубы ставят на прокладных кольцах, которые изготовляют из красной меди марки М3 толщиной 1,5—3 мм в зависимости от диаметра отверстий в решетке.
В задней решетке дымогарные и жаровые трубы ставят на прокладных кольцах, которые изготовляют из красной меди марки М3 толщиной 1,5—3 мм в зависимости от диаметра отверстий в решетке.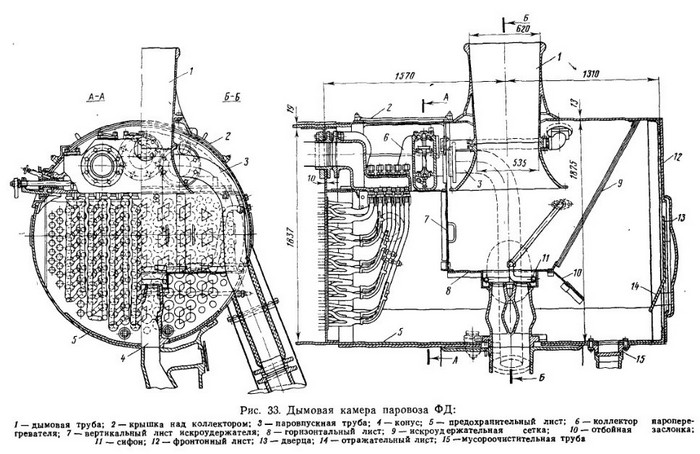
 Для локомотивов некоторых железнодорожных компаний дымовые дефлекторы и их особая форма были частью неповторимого внешнего вида. Например, паровозы довоенной Рейхсбана имели большие листы металла, которые поднимались от контура котла над колесами до высоты ниже дымохода и имели изгиб вверху, так что они повторяли границу транспортного средства. Эта большая конструкция дымового дефлектора, столь характерная для большинства стандартных локомотивов, в то время все еще делилась на малые, средние и большие типы подконструкций. Позже их назвали дымовыми дефлекторами Вагнера в честь давнего руководителя отдела дизайна Рейхсбана Рихарда Пауля Вагнера, хотя авторство этой конструкции установить невозможно.
Для локомотивов некоторых железнодорожных компаний дымовые дефлекторы и их особая форма были частью неповторимого внешнего вида. Например, паровозы довоенной Рейхсбана имели большие листы металла, которые поднимались от контура котла над колесами до высоты ниже дымохода и имели изгиб вверху, так что они повторяли границу транспортного средства. Эта большая конструкция дымового дефлектора, столь характерная для большинства стандартных локомотивов, в то время все еще делилась на малые, средние и большие типы подконструкций. Позже их назвали дымовыми дефлекторами Вагнера в честь давнего руководителя отдела дизайна Рейхсбана Рихарда Пауля Вагнера, хотя авторство этой конструкции установить невозможно.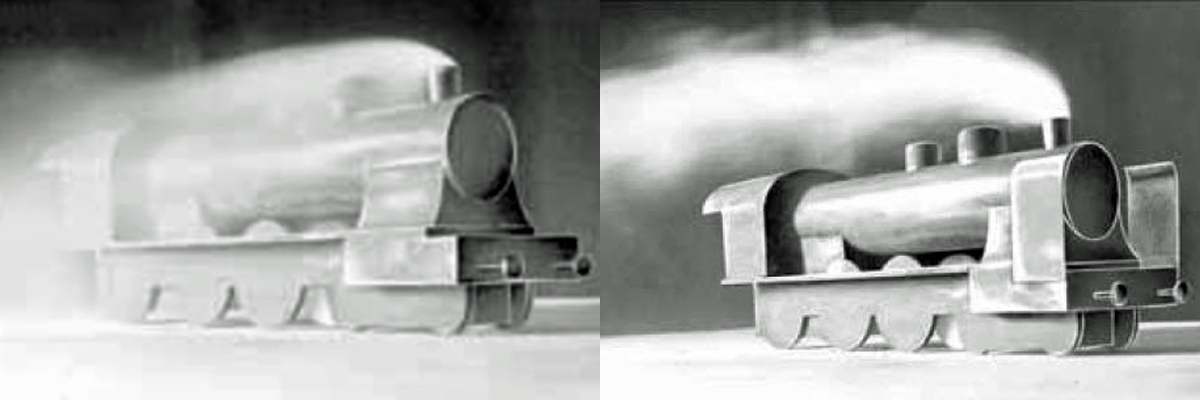 В 1943 году Фридрих Витте провел испытания 52 2328 в аэродинамической трубе вместе с профессором Мельбертом из Ганноверского университета.
В 1943 году Фридрих Витте провел испытания 52 2328 в аэродинамической трубе вместе с профессором Мельбертом из Ганноверского университета. В результате появился дымоотражатель Witte меньшего размера, который больше не доходил до контура котла или даже до передней буферной балки. Новый дымоотражатель сэкономил значительную часть материала и в то же время улучшил обзор маршрута локомотивной бригаде.
В результате появился дымоотражатель Witte меньшего размера, который больше не доходил до контура котла или даже до передней буферной балки. Новый дымоотражатель сэкономил значительную часть материала и в то же время улучшил обзор маршрута локомотивной бригаде.