
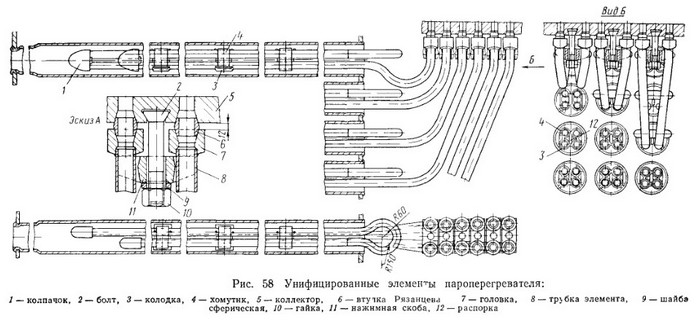
Применяют два типа соединения элементов с коллектором пароперегревателя: на конических втулках системы Рязанцева и па шаровых головках. На паровозах, оборудованных двухоборотным пароперегревателем, за небольшим исключением устанавливают унифицированные элементы (рис. 58) с уплотнением в месте соединения с коллектором при помощи втулок Рязанцева.
 Унифицированные элементы двухоборотного пароперегревателя изготовляют из цельнотянутых трубок диаметром 35X3,5 мм из стали марки 10 и размещают в жаровых трубах диаметром 133X4 мм. На некоторых паровозах (Еа, Ем, П36) элементы изготовлены из трубок диаметром 38\3,5 мм.
Унифицированные элементы двухоборотного пароперегревателя изготовляют из цельнотянутых трубок диаметром 35X3,5 мм из стали марки 10 и размещают в жаровых трубах диаметром 133X4 мм. На некоторых паровозах (Еа, Ем, П36) элементы изготовлены из трубок диаметром 38\3,5 мм.
К концам трубок элементов 8 (см. рис. 58) приварены газовой сваркой головки 7. В коллекторе и в головках элементов делают отверстия, куда вставляют уплотняющие втулки 6 Рязанцева. При помощи болта 2, который пропускают через нажимную скобу И, установленную под головками элемента, сферической шайбы 9 и гайки 10 создают плотное соединение элементов с коллектором 5.
В жаровой трубе элемент установлен на поддержках, состоящих из наружного хомутика 4 и внутренней распорки 12, которые скрепляют трубки элемента. К хомутику припаривают две колодки 3 из стали Ст.2 со скругленными кромками, которыми элемент опирается на внутреннюю стенку жаровой трубы. Концы трубок элемента со стороны огневой коробки соединены колпачками 1.
 Для свободной и правильной установки элемента в коллекторе нажимная скоба 11 сделана незамкнутой, с прорезями. Это исключает перекос и парение элементов, что имело место при колодке, охватывавшей трубки элемента. Изготовляют скобу штамповкой или механической обработкой из стали марки Ст.5.
Для свободной и правильной установки элемента в коллекторе нажимная скоба 11 сделана незамкнутой, с прорезями. Это исключает перекос и парение элементов, что имело место при колодке, охватывавшей трубки элемента. Изготовляют скобу штамповкой или механической обработкой из стали марки Ст.5.
Вследствие того что болты, укрепляющие элементы к коллектору, работают на растяжение в условиях высокой температуры, их изготовляют из жаростойкой легированной стали. На паровозах с перегревом пара до 350°С можно изготовлять эти болты из стали Ст5.
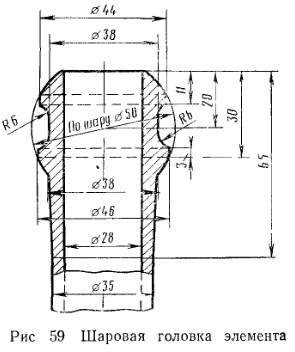
На паровозах ФД, Л, Еа, ЛВ, П36 применено шаровое соединение элементов с коллектором. Конец трубки элемента выштампован в виде шаровой головки (рис 59). Отверстия в коллекторе под шаровую головку элемента сделаны коническими с углом 90°. Нижней шаровой поверхностью головка элемента опирается на шайбу, в которой сделано углубление по шару При помощи нажимной скобы, натяжного болта и гайки шайбы прижимают шаровые головки к коническим отверстиям коллектора. Такое соединение благодаря наличию шаровой головки даже при небольшом перекосе в постановке обеспечивает необходимую плотность. Однако в изготовлении оно более сложно, чем соединение на втулках Рязанцева.
Колпачки элементов (см. рис 58) делают цельноштампованными или штампованными с вварной вставкой. К трубкам элемента колпачок приварен газовой сваркой.
На паровозе П36 элементы двухоборотного пароперегревателя имеют трубки диаметром 38X3,5 мм, которые установлены в жаровых трубах размером 152X4,5 мм.
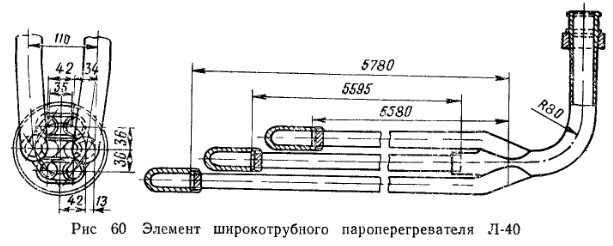 Широкотрубный пароперегреватель Л-40 имеет однооборот-ные элементы (рис. 60). Диаметр трубок элемента 29X3 мм. Элементы установлены в жаровых трубах размером 152X4,5 мм. С коллектором элементы соединены при помощи шаровых головок, выштамповапных на концах трубок. Для установки в жаровых трубах элементы имеют поддержки такого же типа, как унифицированные элементы. Элементы мелкотрубного пароперегревателя расположены в четырех жаровых трубах диаметром 89X3,5 мм и изготовлены из трубок размером 29X3 мм. Для защиты от механического износа (изгари) на паровозах Л, Еа, ЛВ, П36 в дымовой камере на элементы ставят со стороны трубной решетки предохранительные щитки.
Широкотрубный пароперегреватель Л-40 имеет однооборот-ные элементы (рис. 60). Диаметр трубок элемента 29X3 мм. Элементы установлены в жаровых трубах размером 152X4,5 мм. С коллектором элементы соединены при помощи шаровых головок, выштамповапных на концах трубок. Для установки в жаровых трубах элементы имеют поддержки такого же типа, как унифицированные элементы. Элементы мелкотрубного пароперегревателя расположены в четырех жаровых трубах диаметром 89X3,5 мм и изготовлены из трубок размером 29X3 мм. Для защиты от механического износа (изгари) на паровозах Л, Еа, ЛВ, П36 в дымовой камере на элементы ставят со стороны трубной решетки предохранительные щитки.
 Камера насыщенного пара литого коллектора паровоза Эу имеет фланец для соединения с регуляторной трубой, а камера перегретого пара — два фланца для присоединения паровпускных труб. Нижняя стенка (плита) коллектора имеет значительплита его имеет толщину 30 мм. Плоские стенки коллектора укреплены вварными связями Соединительные каналы через один сообщены с камерами насыщенного и перегретого пара; к ним снизу присоединены элементы пароперегревателя
Камера насыщенного пара литого коллектора паровоза Эу имеет фланец для соединения с регуляторной трубой, а камера перегретого пара — два фланца для присоединения паровпускных труб. Нижняя стенка (плита) коллектора имеет значительплита его имеет толщину 30 мм. Плоские стенки коллектора укреплены вварными связями Соединительные каналы через один сообщены с камерами насыщенного и перегретого пара; к ним снизу присоединены элементы пароперегревателя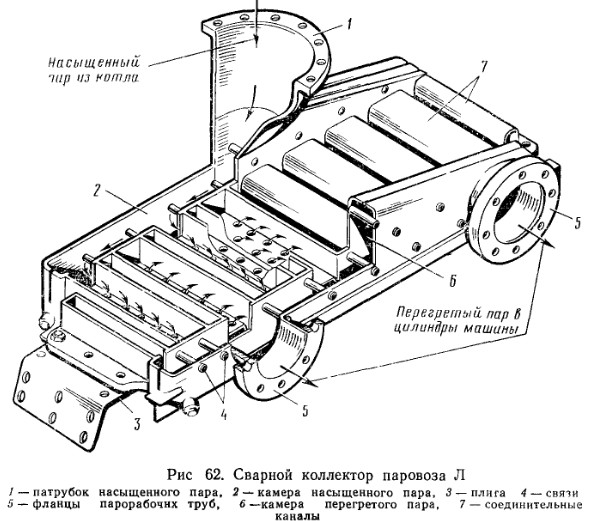 Для измерения температуры перегретого пара на паровозе устанавливают пирометр (рис. 63), который состоит из термопары 4, гальванометра 1, соединительного провода 2 и соединительной коробки 3. Термопару устанавливают в отверстие, сделанное в коллекторе пароперегревателя или в золотниковой коробке цилиндра. Гальванометр помещают в будке машиниста. Термопара 4 представляет собой спай никелевого и медно-никелевого сплавов (хромеля и копеля). Если концы спаянных кусков металла включить в цепь и нагревать спай, то в цепи возникнет электродвижущая сила, пропорциональная температуре нагрева, которая регистрируется гальванометром; на шкале его указывается температура в градусах.
Для измерения температуры перегретого пара на паровозе устанавливают пирометр (рис. 63), который состоит из термопары 4, гальванометра 1, соединительного провода 2 и соединительной коробки 3. Термопару устанавливают в отверстие, сделанное в коллекторе пароперегревателя или в золотниковой коробке цилиндра. Гальванометр помещают в будке машиниста. Термопара 4 представляет собой спай никелевого и медно-никелевого сплавов (хромеля и копеля). Если концы спаянных кусков металла включить в цепь и нагревать спай, то в цепи возникнет электродвижущая сила, пропорциональная температуре нагрева, которая регистрируется гальванометром; на шкале его указывается температура в градусах.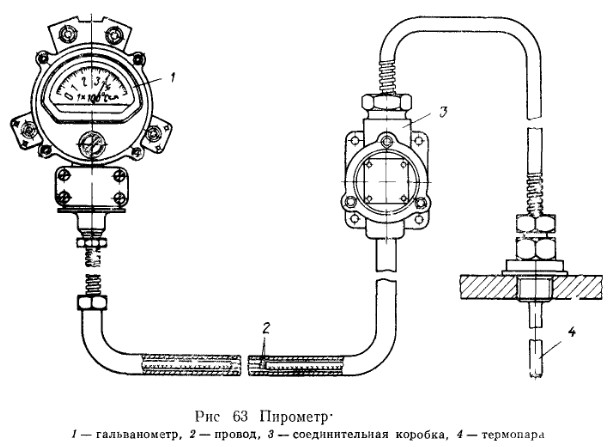 Несмотря на полезность пирометра для локомотивной бригады (его устанавливали при постройке паровозов, включая и ЛВ), этот прибор в последнее время с паровозов снимают.
Несмотря на полезность пирометра для локомотивной бригады (его устанавливали при постройке паровозов, включая и ЛВ), этот прибор в последнее время с паровозов снимают.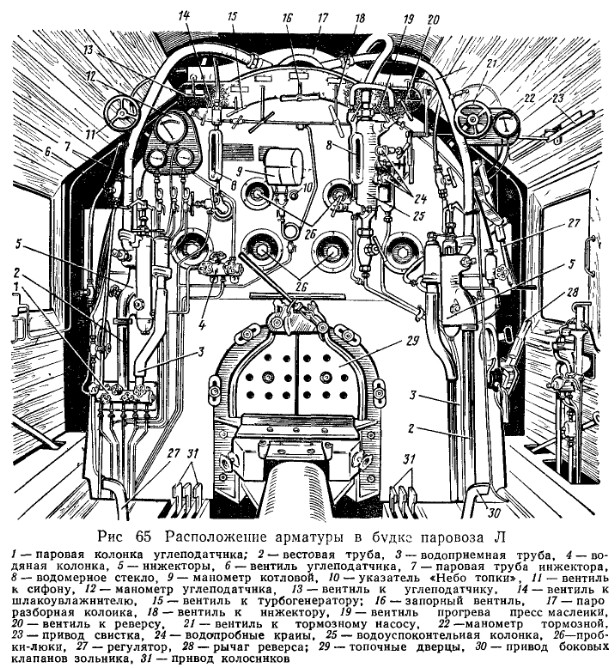 Основная часть арматуры расположена на лобовом листе кожуха топки в будке машиниста (рис. 65), а остальная — вне будки на кожухе топки и цилиндрической части котла.
Основная часть арматуры расположена на лобовом листе кожуха топки в будке машиниста (рис. 65), а остальная — вне будки на кожухе топки и цилиндрической части котла.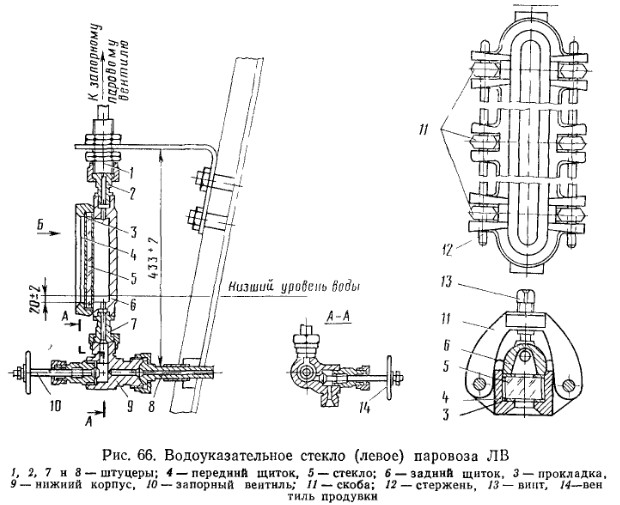 У плоского водоуказательного стекла при наличии большого количества винтов очень трудно равномерно и достаточно плотно прижать щитки к стеклу, поэтому здесь бывают перекосы и стекло разрушается В связи с этим была введена новая конструкция водоуказ ательиого стекла (рис. 66) Это стекло состоит из переднего 4 и заднего 6 щитков, между которыми установлено стекло 5, уплотняемое двумя паронитовыми прокладками 3. Соединение переднего и заднего щитков производится при помощи трех винтов 13. Для этой цели у переднего щитка с обеих сторон имеются три проушины со сквозными отверстиями, в которые заводят концы скоб 11, имеющие в середине отверстие с резьбой, куда ввертывают винт 13. Проушины переднего щитка соединяют с концами скоб при помощи стержней 12. Завинчивая винты 13, стягивают щитки 4 и 6 и зажимают стекло. Все детали водоуказа-тсльного стекла изготовлены из стали марки СтЗ.
У плоского водоуказательного стекла при наличии большого количества винтов очень трудно равномерно и достаточно плотно прижать щитки к стеклу, поэтому здесь бывают перекосы и стекло разрушается В связи с этим была введена новая конструкция водоуказ ательиого стекла (рис. 66) Это стекло состоит из переднего 4 и заднего 6 щитков, между которыми установлено стекло 5, уплотняемое двумя паронитовыми прокладками 3. Соединение переднего и заднего щитков производится при помощи трех винтов 13. Для этой цели у переднего щитка с обеих сторон имеются три проушины со сквозными отверстиями, в которые заводят концы скоб 11, имеющие в середине отверстие с резьбой, куда ввертывают винт 13. Проушины переднего щитка соединяют с концами скоб при помощи стержней 12. Завинчивая винты 13, стягивают щитки 4 и 6 и зажимают стекло. Все детали водоуказа-тсльного стекла изготовлены из стали марки СтЗ.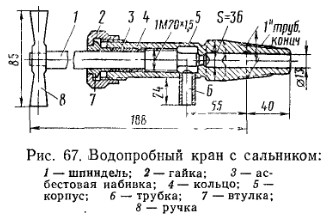 Во избежание неправильного показания водоуказательного стекла под влиянием воды, выходящей к лобовой стенке кожуха из циркуляционных труб, на многих современных паровозах верхний вентиль стекла установлен на потолке кожуха топки и соединен с водоуказательным стеклом трубкой. С этой же целью на паровозах ФД, ЛВ, Л и других поставлена водоуспокоительная колонка. Нижний вентиль стекла устанавливают таким образом, чтобы нижняя кромка выреза в переднем щитке стекла была не меньше чем на 5 мм ниже наинизшего уровня воды в котле. На паровозах последней постройки это расстояние равно 20 мм
Во избежание неправильного показания водоуказательного стекла под влиянием воды, выходящей к лобовой стенке кожуха из циркуляционных труб, на многих современных паровозах верхний вентиль стекла установлен на потолке кожуха топки и соединен с водоуказательным стеклом трубкой. С этой же целью на паровозах ФД, ЛВ, Л и других поставлена водоуспокоительная колонка. Нижний вентиль стекла устанавливают таким образом, чтобы нижняя кромка выреза в переднем щитке стекла была не меньше чем на 5 мм ниже наинизшего уровня воды в котле. На паровозах последней постройки это расстояние равно 20 мм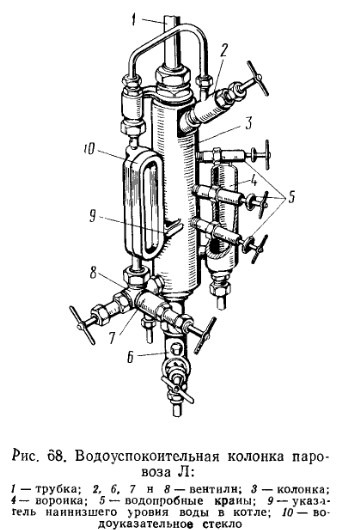 Водопробные краны (вентили) бывают с уплотняющим сальником, которые рекомендуется устанавливать на котлах магистральных паровозов, и без такового. Водопробный кран с сальником (рис. 67) имеет латунный корпус 5, шпиндель 1 из нержавеющей стали с ручкой 8, уплотняющий сальник, состоящий из кольца 4, асбестовой набивки 3, втулки 7 и нажимной гайки 2 Для выхода воды при открытии крана в корпус ввернута трубка 6
Водопробные краны (вентили) бывают с уплотняющим сальником, которые рекомендуется устанавливать на котлах магистральных паровозов, и без такового. Водопробный кран с сальником (рис. 67) имеет латунный корпус 5, шпиндель 1 из нержавеющей стали с ручкой 8, уплотняющий сальник, состоящий из кольца 4, асбестовой набивки 3, втулки 7 и нажимной гайки 2 Для выхода воды при открытии крана в корпус ввернута трубка 6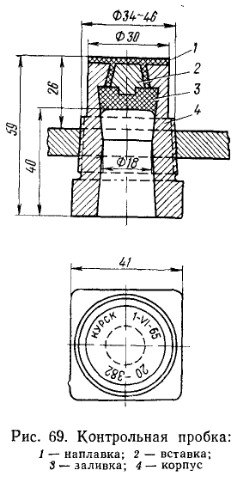 Раньше контрольные пробки отливали из бронзы и центральное отверстие в них заливали свинцово оловянистым сплавом. На современных паровозах применяют стальные контрольные пробки со стальной вставкой, залитой легкоплавким сплавом (рис. 69), имеющие значительно большее проходное отверстие (18 мм), чем это было у бронзовой контрольной пробки (10 мм). Когда уровень воды в котле понизится до такой степени, что станет ниже верхнего торца контрольной пробки, легкоплавкий сплав расплавится и под давлением пара стальная вставка выбрасывается в топку, открывая отверстие, через которое струя пара и воды с шумом ворвется в огневую коробку, оповещая паровозную бригаду о недопустимом понижении уровня воды в котле.
Раньше контрольные пробки отливали из бронзы и центральное отверстие в них заливали свинцово оловянистым сплавом. На современных паровозах применяют стальные контрольные пробки со стальной вставкой, залитой легкоплавким сплавом (рис. 69), имеющие значительно большее проходное отверстие (18 мм), чем это было у бронзовой контрольной пробки (10 мм). Когда уровень воды в котле понизится до такой степени, что станет ниже верхнего торца контрольной пробки, легкоплавкий сплав расплавится и под давлением пара стальная вставка выбрасывается в топку, открывая отверстие, через которое струя пара и воды с шумом ворвется в огневую коробку, оповещая паровозную бригаду о недопустимом понижении уровня воды в котле.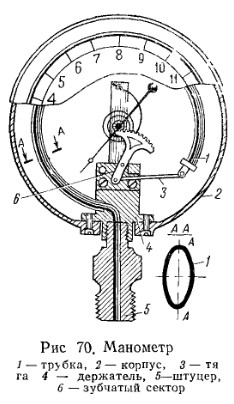 Манометр, устанавливаемый ла лобовом листе или на потолке кожуха топки, предназначен для определения давления пара а котле. Устроен он следующим образом. В круглом корпусе 2 (рис. 70) помещена изогнутая трубка 1 эллиптического сечения. Один конец трубки припаян к держателю 4, а другой, закрытый конец тягой 3 соединен с зубчатым сектором 6, который находится в зацеплении с шестеренкой, насаженной на одну ось с указательной трубкой. Штуцер 5, ввернутый в держатель 4, при помощи спиральной (сифонной) трубки соединен с котлом. В сифонной трубке скопляется сконденсированная вода, которая препятствует проходу пара в трубку манометра, предохраняя ее от перегрева. Под действием котлового давления эллиптическая трубка стремится выпрямиться и через передаточный механизм поворачивает стрелку, которая на градуированном циферблате показывает соответствующее давление
Манометр, устанавливаемый ла лобовом листе или на потолке кожуха топки, предназначен для определения давления пара а котле. Устроен он следующим образом. В круглом корпусе 2 (рис. 70) помещена изогнутая трубка 1 эллиптического сечения. Один конец трубки припаян к держателю 4, а другой, закрытый конец тягой 3 соединен с зубчатым сектором 6, который находится в зацеплении с шестеренкой, насаженной на одну ось с указательной трубкой. Штуцер 5, ввернутый в держатель 4, при помощи спиральной (сифонной) трубки соединен с котлом. В сифонной трубке скопляется сконденсированная вода, которая препятствует проходу пара в трубку манометра, предохраняя ее от перегрева. Под действием котлового давления эллиптическая трубка стремится выпрямиться и через передаточный механизм поворачивает стрелку, которая на градуированном циферблате показывает соответствующее давление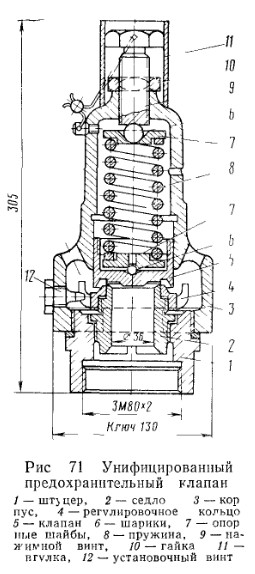 В результате проведенной унификации для всех паровозов был принят единый предохранительный клапан, за основу которого ьзят клапан паровозов ФД, СО и Л. При ремонте паровозов другие типы предохранительных клапанов в настоящее время не из-ютовляют и при необходимости смены их вследствие износа устанавливают унифицированный клапан (рис. 71), имеющий штуцер /, в котором установлено седло 2 с притирочной поверхностью для посадки клапана 5. На седло навинчено регулировочное кольцо 4. На штуцер 1 навернут стальной литой корпус 3, в котором размещена пружина 8. Корпус служит направлением для клапана. Пружина установлена между двумя опорными шайбами 7; давление на клапан и нажимной винт 9 передается через шарики 6 Нажимной винт 9, ввернутый в корпус, служит для регулировки силы нажатия пружины В седле 2 сделано отверстие для прохода пара. После подъема клапана пар выходит в атмосферу через отверстия в корпусе Седло, клапан и нажимной винт изготовлены из нержавеющей стали марки 2X13, корпус отлит из углеродистой стали
В результате проведенной унификации для всех паровозов был принят единый предохранительный клапан, за основу которого ьзят клапан паровозов ФД, СО и Л. При ремонте паровозов другие типы предохранительных клапанов в настоящее время не из-ютовляют и при необходимости смены их вследствие износа устанавливают унифицированный клапан (рис. 71), имеющий штуцер /, в котором установлено седло 2 с притирочной поверхностью для посадки клапана 5. На седло навинчено регулировочное кольцо 4. На штуцер 1 навернут стальной литой корпус 3, в котором размещена пружина 8. Корпус служит направлением для клапана. Пружина установлена между двумя опорными шайбами 7; давление на клапан и нажимной винт 9 передается через шарики 6 Нажимной винт 9, ввернутый в корпус, служит для регулировки силы нажатия пружины В седле 2 сделано отверстие для прохода пара. После подъема клапана пар выходит в атмосферу через отверстия в корпусе Седло, клапан и нажимной винт изготовлены из нержавеющей стали марки 2X13, корпус отлит из углеродистой стали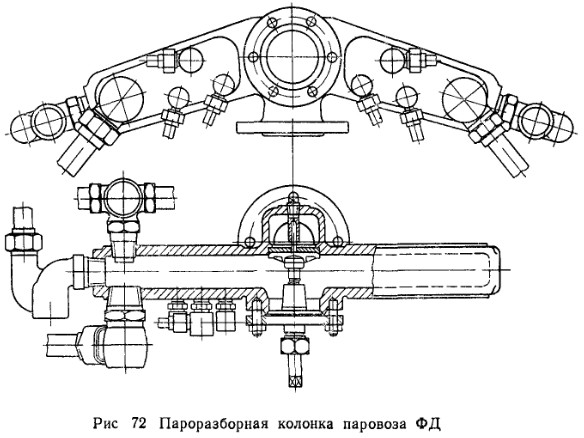 Пароразборная колонка представляет собой пустотелую стальную отливку, на которой установлен ряд вентилей (рис. 72); она поставлена на прокладном кольце и прикреплена к фланцу на кожухе топки при помощи шпилек и гаек. Пар к колонке подводится из сухопарника по специальной трубе, проложенной в котле (см. рис. 84). Пароразборная колонка имеет главный запорный вентиль, при помощи которого камера колонки разобщается с котлом на случай смены или ремонта вентилей, расположенных на ней (см. рис. 65).
Пароразборная колонка представляет собой пустотелую стальную отливку, на которой установлен ряд вентилей (рис. 72); она поставлена на прокладном кольце и прикреплена к фланцу на кожухе топки при помощи шпилек и гаек. Пар к колонке подводится из сухопарника по специальной трубе, проложенной в котле (см. рис. 84). Пароразборная колонка имеет главный запорный вентиль, при помощи которого камера колонки разобщается с котлом на случай смены или ремонта вентилей, расположенных на ней (см. рис. 65).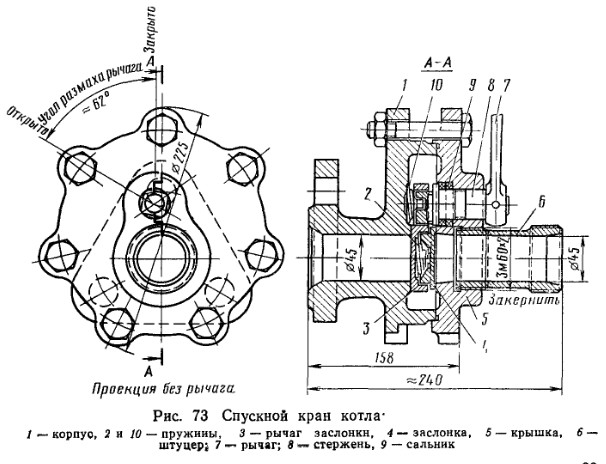 Спускной кран улучшенной конструкции (рис. 73) имеет стальной литой корпус, закрытый стальной крышкой 5, которая прикреплена к корпусу семью болтами. Корпус имеет фланец для прикрепления его к котлу. Внутри крана установлен рычаг заслонки 3, соединенный со стержнем 8, пропущенным через отверстие в крышке 5. Со стороны крышки установлена заслонка 4. Между рычагом и заслонкой поставлена пружина 10, прижимающая рычаг заслонки к притирочной поверхности корпуса, а заслонку — к притирочной поверхности крышки. Таким образом закрывается проходное отверстие в корпусе и крышке.
Спускной кран улучшенной конструкции (рис. 73) имеет стальной литой корпус, закрытый стальной крышкой 5, которая прикреплена к корпусу семью болтами. Корпус имеет фланец для прикрепления его к котлу. Внутри крана установлен рычаг заслонки 3, соединенный со стержнем 8, пропущенным через отверстие в крышке 5. Со стороны крышки установлена заслонка 4. Между рычагом и заслонкой поставлена пружина 10, прижимающая рычаг заслонки к притирочной поверхности корпуса, а заслонку — к притирочной поверхности крышки. Таким образом закрывается проходное отверстие в корпусе и крышке.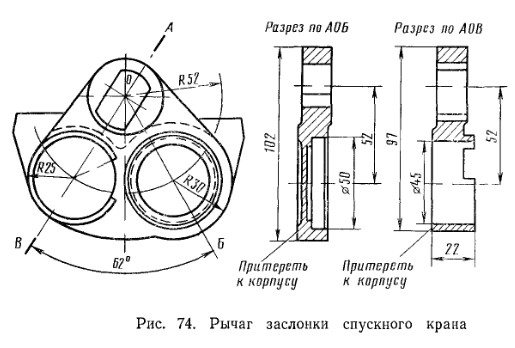 Отличительной особенностью улучшенного крана является конструкция рычага заслонки (рис. 74), который выполнен уширенным книзу и в нем сделано отверстие симметрично притирочной плоскости рычага. В открытом положении отверстие рычага располагается против проходного отверстия и отделяет его от полости крана.
Отличительной особенностью улучшенного крана является конструкция рычага заслонки (рис. 74), который выполнен уширенным книзу и в нем сделано отверстие симметрично притирочной плоскости рычага. В открытом положении отверстие рычага располагается против проходного отверстия и отделяет его от полости крана.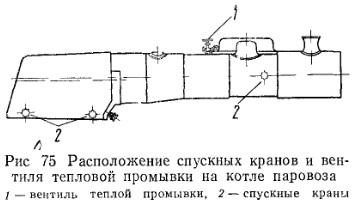 Почти на всех паровозах поставлены вентили теплой промывки котла, которые одновременно служат для выпуска пара из котла (рис. 75). Чтобы не допустить превышения установленного солесодержания и щелочности котловой воды, для удаления шлама, а также пены и масла с поверхности воды производят продувку паровозных котлов. Через спускные (продувочные) краны часть загрязненной котловой воды выдувают наружу и вместо нее в котел подают питательную воду. Продувку котла производят на стоянке, а также и на ходу паровоза (за исключением пассажирских паровозов, если последние не оборудованы специальными глушителями струи). Котел продувают при рабочем давлении попеременным открытием и закрытием продувочных кранов Каждый кран открывают несколько раз на 2—3 сек, с перекрытием его на 10—12 сек. Выдуваемое количество воды при одной продувке должно соответствовать понижению уровня на 3—4 см по водомерному стеклу. Продувка может быть начата при любом уровне воды в котле, но к концу продувки ее должно остаться в котле не менее 3 см по водоуказательному стеклу.
Почти на всех паровозах поставлены вентили теплой промывки котла, которые одновременно служат для выпуска пара из котла (рис. 75). Чтобы не допустить превышения установленного солесодержания и щелочности котловой воды, для удаления шлама, а также пены и масла с поверхности воды производят продувку паровозных котлов. Через спускные (продувочные) краны часть загрязненной котловой воды выдувают наружу и вместо нее в котел подают питательную воду. Продувку котла производят на стоянке, а также и на ходу паровоза (за исключением пассажирских паровозов, если последние не оборудованы специальными глушителями струи). Котел продувают при рабочем давлении попеременным открытием и закрытием продувочных кранов Каждый кран открывают несколько раз на 2—3 сек, с перекрытием его на 10—12 сек. Выдуваемое количество воды при одной продувке должно соответствовать понижению уровня на 3—4 см по водомерному стеклу. Продувка может быть начата при любом уровне воды в котле, но к концу продувки ее должно остаться в котле не менее 3 см по водоуказательному стеклу.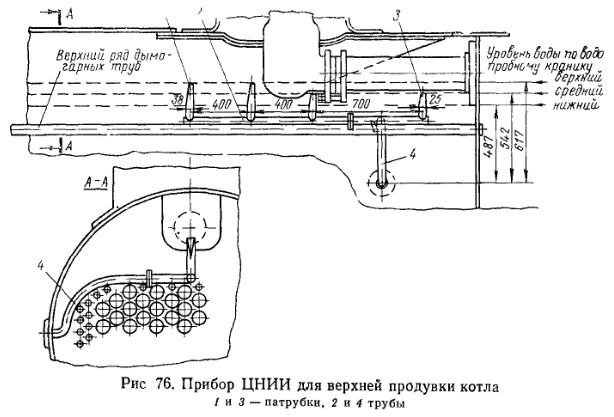 Чтобы удалить с поверхности воды пену и масло, производят Юриною продувку котла прибором ЦНИИ МПС (рис. 76). На трубе 2, расположенной вдоль цилиндрической части котла и соединенной трубой 4 с фланцем спускного крана, установлены на уровне верхнего водопробного крана два патрубка 1 диаметром 38 мм и два патрубка 3 диаметром 25 мм на уровне среднего крана. Кроме того, патрубки имеют срезы, благодаря чему при колебании уровня воды с поверхности ее все же будут проходить в патрубок пена и масло. При открытии спускного крана вода через патрубки и трубы 2 и 4 выдувается в атмосферу. При верхней продувке спускной кран рекомендуется открывать на 20— 30 сек, чтобы при каждом открытии уровень воды в котле снижался на 2—3 см. Для большей эффективности продувку лучше производить в пути следования при открытом регуляторе и рабочем давлении пара в котле. Продувку следует производить при исправных спускных кранах, питательных и водоуказательных приборах и при наличии в тендере не менее 1/4 бака воды. Уровень воды в котле после окончания верхней продувки также должен быть не менее 3 см по водоуказательному стеклу.
Чтобы удалить с поверхности воды пену и масло, производят Юриною продувку котла прибором ЦНИИ МПС (рис. 76). На трубе 2, расположенной вдоль цилиндрической части котла и соединенной трубой 4 с фланцем спускного крана, установлены на уровне верхнего водопробного крана два патрубка 1 диаметром 38 мм и два патрубка 3 диаметром 25 мм на уровне среднего крана. Кроме того, патрубки имеют срезы, благодаря чему при колебании уровня воды с поверхности ее все же будут проходить в патрубок пена и масло. При открытии спускного крана вода через патрубки и трубы 2 и 4 выдувается в атмосферу. При верхней продувке спускной кран рекомендуется открывать на 20— 30 сек, чтобы при каждом открытии уровень воды в котле снижался на 2—3 см. Для большей эффективности продувку лучше производить в пути следования при открытом регуляторе и рабочем давлении пара в котле. Продувку следует производить при исправных спускных кранах, питательных и водоуказательных приборах и при наличии в тендере не менее 1/4 бака воды. Уровень воды в котле после окончания верхней продувки также должен быть не менее 3 см по водоуказательному стеклу.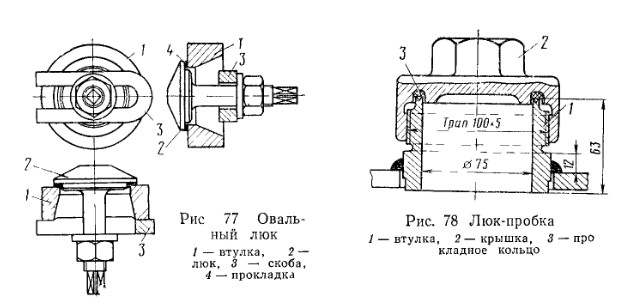 На маломощных паровозах установлены овальные люки (рис. 77), которые расположены по углам, на загибах лобового и ухватного листов кожуха топки, а также на передней трубной решетке. В стенку кожуха или решетки вварена втулка 1 с овальным отверстием. В отверстие втулки вставляют люк 2 с хвостовиком, имеющий также овальную форму. Между втулкой и люком уложена прокладка 4, которая раньше была свинцовой, а сейчас заменена паронитовой или из асбестового шнура. Скобой «3, шайбой и гайкой люк прижимают к своему месту. Размер отверстий овальных люков: 50X65 и 60X75 мм. Недостатками конструкции овальных люков являются сложность изготовления, трудность постановки и снятия, а также случаи прорыва прокладок, что ведет к парению через них.
На маломощных паровозах установлены овальные люки (рис. 77), которые расположены по углам, на загибах лобового и ухватного листов кожуха топки, а также на передней трубной решетке. В стенку кожуха или решетки вварена втулка 1 с овальным отверстием. В отверстие втулки вставляют люк 2 с хвостовиком, имеющий также овальную форму. Между втулкой и люком уложена прокладка 4, которая раньше была свинцовой, а сейчас заменена паронитовой или из асбестового шнура. Скобой «3, шайбой и гайкой люк прижимают к своему месту. Размер отверстий овальных люков: 50X65 и 60X75 мм. Недостатками конструкции овальных люков являются сложность изготовления, трудность постановки и снятия, а также случаи прорыва прокладок, что ведет к парению через них.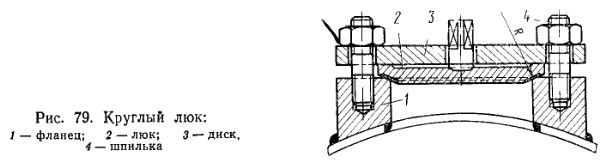 Для отверстий диаметром свыше 100 мм применяют круглые (накладные) люки (рис. 79). Они обычно расположены на верхних продольных загибах кожуха топки и на цилиндрической части котла. Для установки накладного люка к стенке котла приварен фланец Л имеющий притирочную поверхность. Люк 2 представляет собой стальной диск, наплавленный по притирочной поверхности латунью или медью. К люку приварен хвостовик с квадратом для удобства притирки его. Люк устанавливают на фланец и накрывают нажимным диском 3, который имеет отверстия под шпильки 4 и хвостовик. При помощи гаек и нажимного диска люк прижимают к фланцу.
Для отверстий диаметром свыше 100 мм применяют круглые (накладные) люки (рис. 79). Они обычно расположены на верхних продольных загибах кожуха топки и на цилиндрической части котла. Для установки накладного люка к стенке котла приварен фланец Л имеющий притирочную поверхность. Люк 2 представляет собой стальной диск, наплавленный по притирочной поверхности латунью или медью. К люку приварен хвостовик с квадратом для удобства притирки его. Люк устанавливают на фланец и накрывают нажимным диском 3, который имеет отверстия под шпильки 4 и хвостовик. При помощи гаек и нажимного диска люк прижимают к фланцу.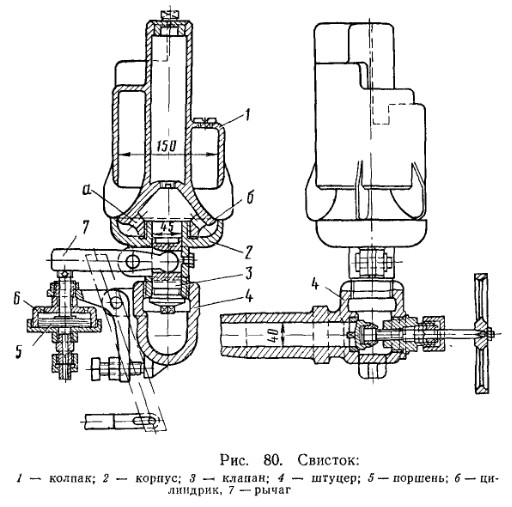 На рис. 80 показан свисток, установленный на паровозе ФД. В чугунном корпусе 2 помещен бронзовый клапан 3. Корпус поставлен на резьбе (в унифицированном свистке он установлен на фланце) и штуцер 4, который ввернут в сухопарник. На корпус навинчен чугунный колпак, имеющий в отливке центральное отверстие, заглушенное с обеих сторон, и вокруг пять полостей различной высоты, закрытых сверху.
На рис. 80 показан свисток, установленный на паровозе ФД. В чугунном корпусе 2 помещен бронзовый клапан 3. Корпус поставлен на резьбе (в унифицированном свистке он установлен на фланце) и штуцер 4, который ввернут в сухопарник. На корпус навинчен чугунный колпак, имеющий в отливке центральное отверстие, заглушенное с обеих сторон, и вокруг пять полостей различной высоты, закрытых сверху.